■結論
フルペネ溶接(完全溶け込み溶接)とは、
母材の厚み全体を完全に溶け込ませて接合する溶接方法です。
鉄骨構造では、
建物の強度を支える重要な接合部に使用されるため、
高い精度と管理が求められる溶接です。
■フルペネ溶接とは?
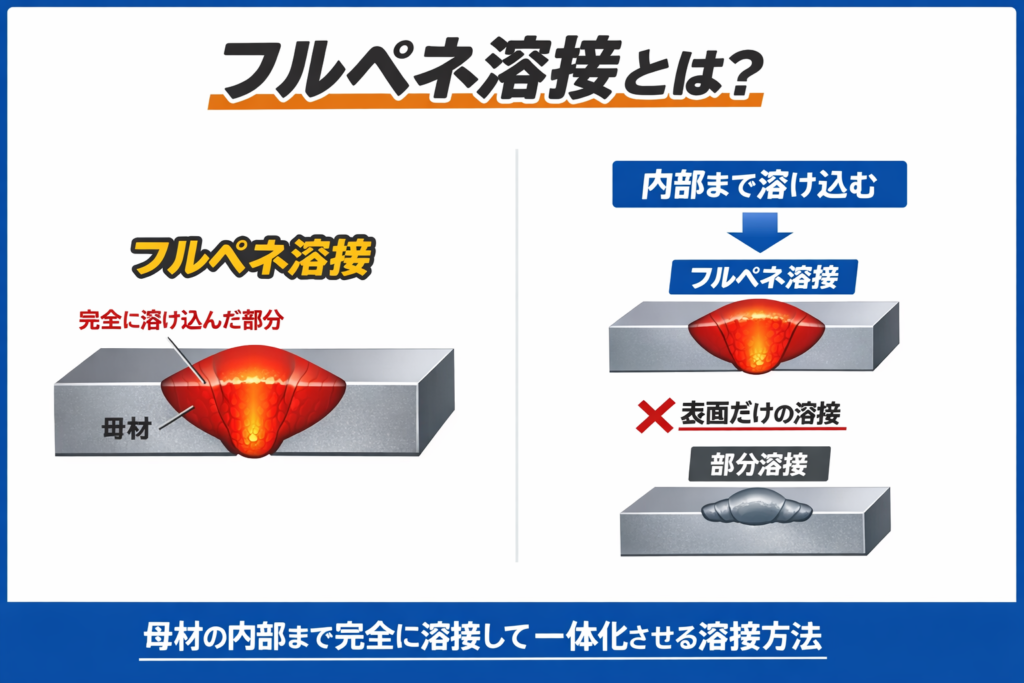
フルペネ溶接とは、
母材同士を単に表面で接合するのではなく、
👉 内部まで完全に溶かし込み、一体化させる溶接
のことを指します。
これにより、接合部は
👉 母材と同等の強度を持つ状態になります。
■なぜフルペネ溶接が必要なのか?
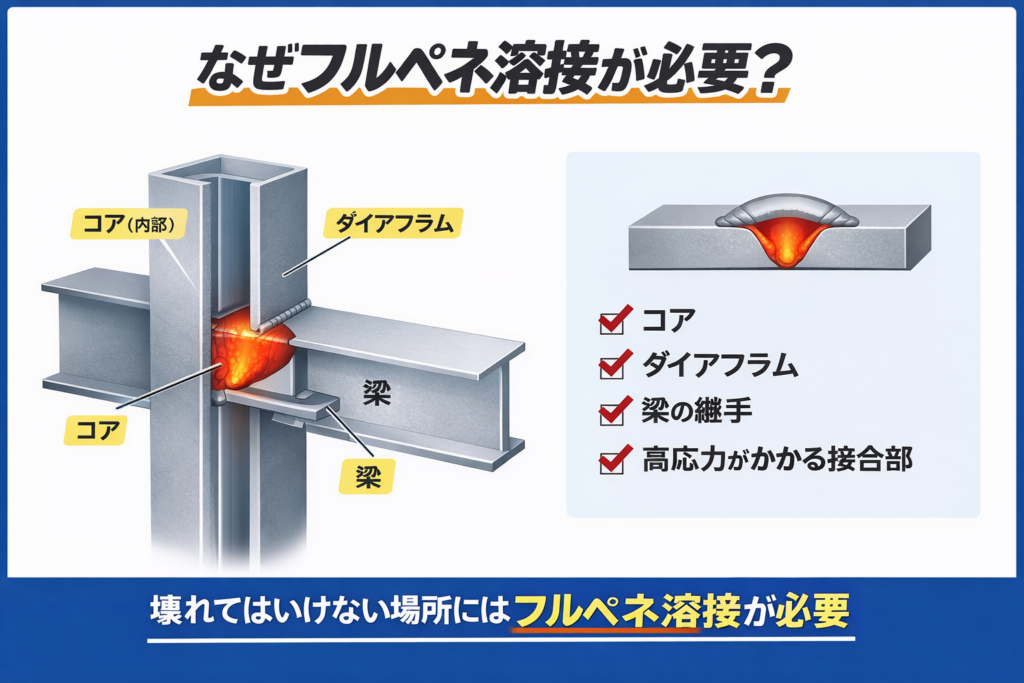
鉄骨構造では、
柱・梁・接合部に大きな力がかかります。
そのため、以下のような部位では
部分的な溶接ではなく、完全な接合が必要になります。
■主な使用箇所
- コア(柱内部の構造部材)
- ダイアフラム(柱と梁の接合補強)
- 梁の継手部
- 高応力がかかる接合部
👉つまり
壊れてはいけない場所=フルペネ溶接
■パス数とは?なぜ多層になるのか
フルペネ溶接では、
一度にすべてを溶接することはできません。
そのため、何層にも分けて溶接を行います。
これを
👉 **「パス数」**と呼びます。
■現場での目安
例えば以下の条件の場合:
- コアプレート:28mm
- ダイアフラム:40mm
👉 10〜12パス程度が一般的
■パス数が増える理由
- 板厚が厚い
- 開先が深い
- 強度確保が必要
- 溶接品質を安定させるため
👉つまり
厚くなるほど時間もコストも増える
■フルペネ溶接の難しさ
フルペネ溶接は、
鉄骨溶接の中でも最も難易度が高い作業の一つです。
■① 初層(ルート)の精度がすべてを決める
最初の溶接(ルートパス)が不十分だと、
- 溶け込み不足
- 内部欠陥
が発生し、
👉 後工程で修正できない不良になる
■② 熱による歪みが発生しやすい
溶接熱が大きいため、
- 曲がり
- ねじれ
- 寸法ズレ
が発生しやすくなります。
■③ UT検査による品質チェック
フルペネ溶接では
👉 **超音波探傷検査(UT)**が行われることが多く、
内部の欠陥はすべて検出されます。
👉つまり
見た目が良くても通用しない
■よくある溶接不良(現場で多い例)
実際の現場で多い不良は以下です。
■融合不良(溶け込み不足)
母材と溶接金属が十分に一体化していない状態
■スラグ巻き込み
溶接中に発生する不純物が内部に残る
■ブローホール
ガスが抜けきらず気泡として残る
👉特に多いのが
初層のミスによる内部欠陥
■現場での具体的な対策
フルペネ溶接は
技術だけでなく管理が重要です。
■① 初層の確実な施工
- 適正な電流・電圧設定
- 開先の清掃
- 溶け込み確認
■② パス間温度の管理
温度が高すぎると品質低下、
低すぎると割れの原因になります。
👉 適正温度を維持することが重要
■③ 溶接順序の工夫
- 片側だけ連続しない
- バランスよく施工する
👉 歪みを最小限に抑える
■④ 無駄な肉盛りをしない
- 過剰な溶接は時間ロス
- コスト増加
👉 適正量が重要
■現場目線の本質(重要)
教科書にはあまり書かれませんが、
実際の現場では次が最も重要です。
👉 「フルペネは段取りで9割決まる」
■段取りの具体例
- ケガキ精度
- 組立精度
- 開先状態
- 部材の収まり
👉これが悪いと
どれだけ溶接技術が高くても
👉 不良は防げない
■まとめ
- フルペネ溶接=完全溶け込み溶接
- 母材と同等の強度を確保できる
- 主にコア・ダイアフラム・梁継手で使用
- 厚板では10〜12パス程度
- 初層の精度が最重要
- UT検査で内部欠陥が確認される
- 技術よりも段取りと管理が重要
■最後に(現場からの一言)
フルペネ溶接は単なる作業ではありません。
👉 「溶接」ではなく「品質管理」そのものです
正しい段取りと管理を行うことで、
- 品質が安定する
- 手直しが減る
- 工期が短縮できる
- 利益が確保できる
👉結果として
会社全体の評価にも直結します
■この記事を書いた会社
株式会社へむろ鉄工
鉄骨製作・溶接・現場施工まで一貫対応
次の記事では
👉「UT検査でNGになる原因と対策」
👉「溶接パス数の決め方」
について詳しく解説します。